Minilio
-
Messages
1 968 -
Inscription
-
Dernière visite
-
Réputation : Jours gagnés
12
Type de contenu
Articles
Profils
Forums
Galerie
Calendrier
Téléchargements
Boutique
Blogs
Vos pannes / nos remèdes
Carte des Membres
Nos Vidéos
Tout ce qui a été posté par Minilio
-
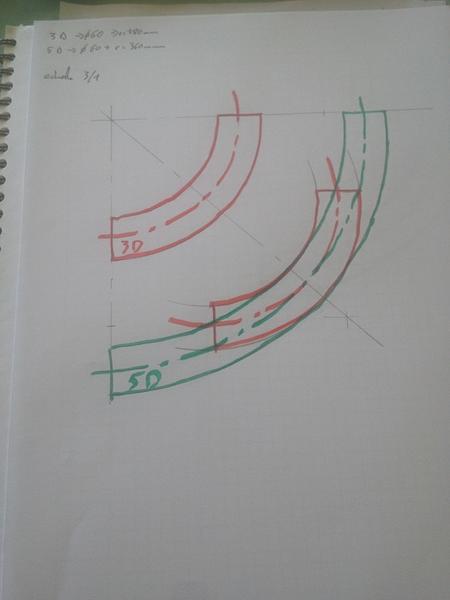
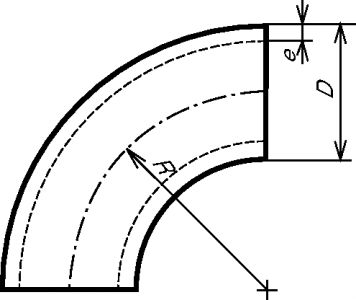
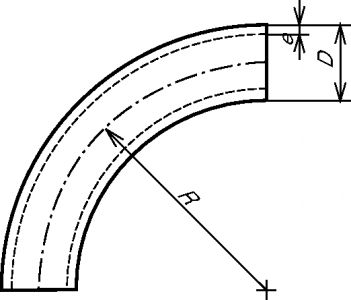
Un petit schéma vaut mieux qu'un long discours, la dernière photo représente les deux coudes superposé en un même point. 3D modification de la trajectoire plus rapide et plus de résistances ou pertes de charge, 5D modification de la trajectoire moins rapide et moins de résistances ou pertes de charges. Échelle 3/1 pour un Ø60.

-
Sur le 3L je ne sais pas s'il faut une "contrepression" comme sur le 2,8L TD mais rien n’empêche de le mettre à postériori si jamais le ligne directe ne convient pas
-
on trouve des lignes en 3pouces de diamètre (76mm), personnellement si je fais un projet comme celui ci j'essayerais de me rapprocher de cette section
-
Effectivement pour une ligne un acier inox austénitique (série 300) répondrait a nos attentes. De préférences un bas carbone type 304L (Low carbon) afin de réduire les fissurations a chaud lors du soudage. Par ailleurs il reste un inox très utilisé (du ferroviaire au nucléaire) en respectant quelques précautions de soudage. - réaliser une bonne préparation par meulage (avec un jeu régulier en fonction des épaisseurs utilisé) - avoir des bons paramètres de soudage pour la soudure circulaire (favoriser le soudage a plat mais sur un tube on monte et descend toujours un peu) et ne pas hésiter a essayer sur des chutes auparavants - utiliser le bon métal d'apport (électrodes enrobées, fil fusible(mig) ou métal d'apport TIG) - Inerter si possible (on doit apporter une quantité relativement correcte pour un résultat optimal, tout es question de coût (environ 8 fois le volume pour être puriste) - souder en "quinconce" ou de part et d'autre pour éviter une déformation lors du retrait de la soudure si les deux tubes ne sont pas bridé afin de garder une rectitude. - réaliser une passivation chimique ou un décapage mécanique a l'aide d'une brosse métallique neuve (car une qui a déjà brosser de l'acier noir va piquer l'inox) Et surtout une ligne d'échappement doit être bien étudier pour la rendre optimale (cheminement du gaz, rayon de courbure etc..) et après tout ça on boit une bonne bière bien fraîche et on se félicite de son boulot
-
Titi, oui pour le TIG il vaut mieux inerter pour éviter ce que l'on a déjà dit, cependant au mig inox on peut aussi interner pour favoriser la protection envers mais également sur de l'acier noir (beaucoup moins courant je te l'accorde). Tout dépend ce que l'on recherche à obtenir en fonction de nos applications
-
Michel, Dans notre cas (et à l’extrême) ta ligne peut se couper en deux, je m'explique. En fonction du type d'inox que tu prend comme métal de base (martensitiques, féritiques, austénitiques ou austéno-férritique) leur comportement est différent sur leur tenu dans le temps selon l'utilisation. Certains sont fragile à la monté en température et refroidissement brutal, ce qui peut créer des fissures sous contraintes ou retrait due métal du à la dilatation. De plus lors du passage des gaz d'échappements (CO²) il y a de l'oxygène qui passe à l'intérieur et favorise le "vieillissement". Je te l'accorde on as jamais (pour ma part) connu de ligne inox qui ce sont effondrer mais le risque existe. Dans l'alimentaire, nucléaire ou industriel, le passage de liquide basique ou acide attaque le métal et l'use. On doit prévoir une surépaisseur d'usure pour justement éviter un remplacement prématuré d'où l'inertage pour avoir une continuité métallurgique sans défaut. Pour les échappements, avoir une ligne "lisse" à l'intérieur préservera son vieillissement et aura un meilleur comportement aux variation de température ou résistance aux chocs. Voilà j'espère avoir éclairer ta lanterne.
-
La seule pression qu'il y aura sera celle des gaz d'échappement qui voudront sortir. Du moment que l'ensemble des soudures soient étanche c'est peut être suffisant pour ton utilisation et ton besoin. Pour l'instant j'ai virer la grosse gamelle centrale et j'ai rabouter un morceau d'inox sur de l'acier sans inerté. Ça me convient dans l'immédiat, mais je passerais peut être tout inox un jour en respectant les règles de l'art ou en me délestant des quelques euros pour une toute faite et étudier pour mon troll (dilemme entre le coût et le gain) - - - - - - - - - - Mise à Jour du Message - - - - - - - - - - Et étanches pas pour que l'eau rentre dans les bourbiers mais plutôt un contrôleur qui te fasse remarquer un trou en t'embête je préfère préciser car connaissant les artistes ici
-
Pour compléter Autelien C. Lors d'une soudure il faut protéger le métal en fusion de l'oxygène. Ça se retrouve sous différentes formes l'enrobage pour électrode, gaz actif pour le soudage mag de l'acier (argon CO2) soudage du fil sous flux (une poudre protectrice et donc gaz inerte pour l'inox (l'argon) qui lui créer un défaut du côté envers de la soudure (car tu soude d'abord le côté endroit) si fait d'apporter le même gaz de protection pour le bain de fusion tu ne génère pas de défaut de soudage (rochage) pour l'acier noir ce n'est pas le même principe métallurgique et l'aluminium demande encore d'autre précautions
-
Super boulot Titi, un TIG avec un fourreau sur le faisceau de la torche pour protéger des projections, une speedglass , des rangers de soudeur pour retirer rapidement en cas de projection, un rapporteur de soudeur, une petite meuleuse bleu GWS et un peu d'inox et voilà le super résultat digne d'un professionnel. Dédé, on voit que Titi c'est procurer 4 section cintré déjà (une déballé et trois dans le plastique encore) car cintré du tube demande un savoir faire pour éviter écrouissage et le vieillissement de l'inox de façon prématuré (due au changement de la microstructure du métal). enfin j’arrête de vous saouler avec çà mais une fois de plus super boulot!
-
pas de soucis pour les soudures, et encore moins pour se voir ! (d'ailleurs il y a quelque chose qui se prépare)
-
Michel, c'est a moi que tu veux montrer les échantillons de soudures?? (Ou de cochonnerie je devrais dire)??
-
c'est moi ce mec don t’il parle!! faut les accompagner ses enfants
-
Pour avoir accès au contenu des discussions, vous devez être inscrit sur le forum.,Pour avoir accès au contenu des discussions, vous devez être inscrit sur le forum.
-
 avec l'esprit tout est possible
avec l'esprit tout est possible -
sur un mal entendu tu peu venir à la #session2 qui ne saurait tarder "A m'endoné ca peut le faire!"
-
Pour avoir accès au contenu des discussions, vous devez être inscrit sur le forum.,Pour avoir accès au contenu des discussions, vous devez être inscrit sur le forum.
-
Voici quelques photos des autres participants!


























-
Ça promet!! Belle photo Michel
-
Je suis content que vous ayez passer une super journée
-
je compte sur toi pour me faire des photos, car la préparation du roadbook et à la responsabilité de frédo!! (le pauvre)
-
Mise à jour du #post1 vous allez bien vous amusez j'en suis sur
-
Ok ca marche. #post1 mis à jour
-
il parlait de l'eau avec les bulles!!
-
il y aura une suivante dédé ne t’inquiète pas!
-
Je dois malheureusement décliner ma présence pour cette sortie (contrainte familiale) mais promis je commence déjà (enfin presque) à préparer la suivante. Michel84 je laisse Fredo30 répondre sur les pneus.